
铜箔软连接在新能源汽车中起到哪些作用?电池通过铜箔软连接将多个电池串联起来,形成一个大电池,等于将单个电池能力放大几倍,大大增强汽车续航能力以及更多功能。苏州宽焊高分子扩散焊焊接铜箔软连接产品质量满意度高,表面平整规范,铜软连接导通性能好,电阻小,安装便捷,更换简单、使用时间也能得到保证!1、铜箔软连...
了解详情
高分子扩散焊机焊接铜编织带牢固度怎么样?优质的生产技术和高素质的管理人才造就了公司优质产品和完善的售后服务体系专业生产的大电流连接母线铜软连接、编织带软连接解决了传统母线在使用过程中易发热、高能耗等缺点,具有节能降耗、导电性能超群、使用寿命长、免维护、外形美观、安装方便等特点。为大电流系统使用单位每...
了解详情
新能源电池组一般有两大应用,一是电动汽车,另外是储能电池,都需要有多个电池组串联而成,所以,在电池的连接时都要用到铜排软连接。软连接的电性能与质量将影响到电池的使用安全,在生产时都需要有严格的质量管控体系,确认每一件铜软连接的品质。新能源电池组用软连接在套管与成型时常见问题:1、软连接套管工序问...
了解详情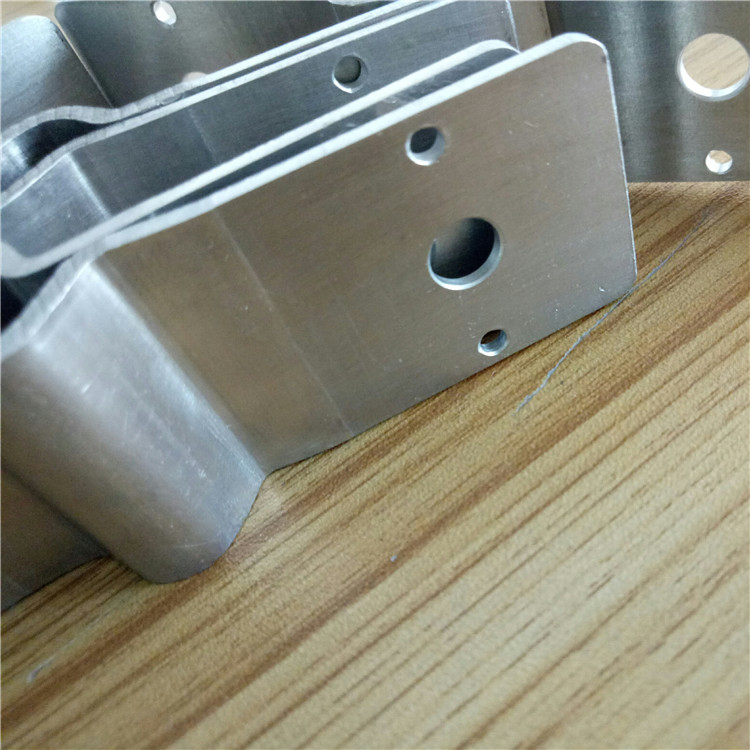
随着新能源汽车行业兴起,在电池材料研发选择上,也投入大量的人力物力,以宁德时代为龙头,中国新能源电池产业也初见规模。高分子扩散焊技术也被广泛使用,新能源汽车制造是中国成为汽车制造大国的机会,我们必须要把握住,相信终有一天全世界的马路上将跑满中国制造的电动汽车。在电动汽车电池续航里程上,各电池厂商都在...
了解详情
高分子扩散焊焊接的软连接又称伸缩节、柔性母排,是由多层防电晕的铜箔或铝箔叠加,采取特殊工艺制作而成,产品导电性强,承受电流大,电阻值小,经久耐用等特点。铜铝两用型高分子扩散焊机,其重要原因是它能够完全的满足施工速度、防腐的施工工艺及水平的要求。具有复合木结构的铁丝网(或类网、毛网、结网)普遍采用时下很...
了解详情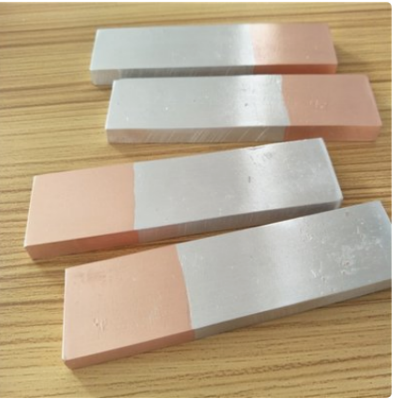
动力电池目前可以说是新能源汽车发展的核心,其对于新能源汽车自身的安全以及性能有着决定性的作用。特别是最近几年伴随着世界环境污染的不断加重以及全球能源危机的持续激化,汽车也开始朝着节能环保的方向进发。作为当前新能源汽车中不可缺少的部件,电池组开始伴随着当新能源汽车的快速普及而被普遍的进行应用。动力电池...
了解详情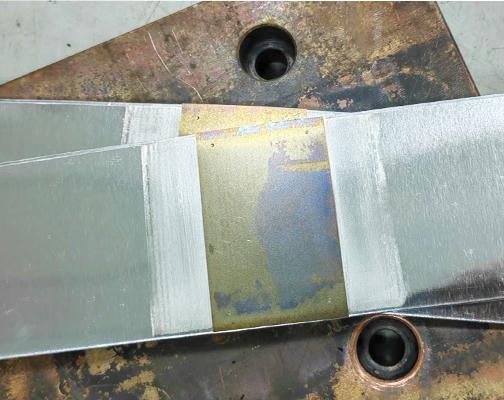
高分子扩散焊随着工业的发展和科学技术的进步,各种新材料、新结构在机械制造业中大量涌现出来。其中应用最广泛的是金属材料及其复合材料。 金属材料中的铝合金是重要的结构材料之一。随着人们对铝合金性能认识的深入以及合金化技术的发展,目前已经开发出多种不同性...
了解详情
VC铜网焊接机由机身、控制及焊头部分组成:焊头由两部分组成,即上电极和下电极。上电极固定在夹钳的顶端,下电极固定在下压辊轴的下端。当上下两电极与工件接触时,通过压力的作用使两导电杆之间产生相对运动而形成电流回路。电流在导杆中流动时产生的电阻热将工件熔化后牢牢地粘接在上、下两个导电棒之间,从而完成焊接工...
了解详情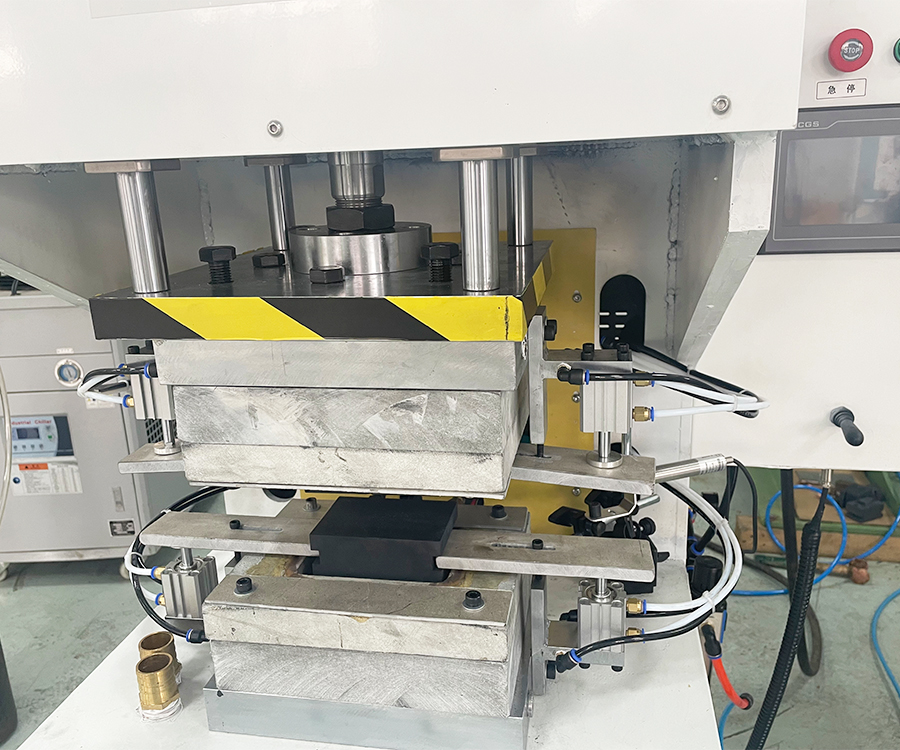
高分子扩散焊机可以焊接一系列难焊材料及一些难焊的异种材料。作为一种先进的焊接工艺,近年来的趋势是:在高级及尖端材料方面,如钛及钛合金,铸造高温合金;金属基复合材料、金属间化合物等方面,得到了越来越广泛的应用,与此同时,在一般材料的焊接应用方面,如铸铁,低碳钢,低合金钢及不锈钢等,正在开始应用,因而扩...
了解详情

在线客服
![公司资讯-[宽焊自动焊接设备]](/style/images/long.png)
 客服1
客服1 