
高分子扩散焊阻焊剂一般为片状或者粉状,那么它有哪些性能特点及作用呢?使用阻焊剂是为了在扩散焊时,防止压头与焊接件之间某些区域被扩散焊粘结在一起,它有以下3个性能特点:1)有高于焊接温度的熔点或软化点。2)具有较好的高温化学稳定性,在高温下不与焊件、夹具或压头发生化学反应。3)不释放出有害气体污染附近的待...
了解详情
焊接材料连接表面的清洁度和平整度是影响扩散连接接头质量的重要因素。常用焊接材料表面处理方法如下:1、除油是扩散连接前的通用工序(酒精、丙酮、三氯乙烯);2、机械加工、磨削、研磨和抛光(平直度和光滑度、使材料表面产生塑性变形,导致材料再结晶温度降低);3、采用化学腐蚀或酸洗,清除材料表面的非金属膜(最常见...
了解详情
高分子扩散焊接接头质量检测的3种方法:1、采用着色、荧粉或磁粉探伤来检验表面缺陷。2、采用真空、压缩空气以及煤油实验等来检查气密性。3、采用超声波、x光射线探伤等检查接头的内部缺陷由于焊接接头结构、工件材料、技术要求不同,每一种方法的检验灵敏度波动范围较大,要根据具体情况选用。...
了解详情
高分子扩散焊接中间层材料选择原则:1、容易塑性变形;2、含有加速扩散的元素,如硼、铍、硅等;3、物理化学性能与母材差异较被焊材料之间的差异小;4、不与母材产生不良的冶金反应,如产生脆性相或不希望有的共晶相;5、不会在接头上引起电化学腐蚀问题。...
了解详情
高分子扩散焊机是新一代的扩散焊机、导电带软连接焊接设备。主要由主机与控制两部分组成,可实现高分子材料间的扩散焊接。高分子扩散焊机分铜箔铜排软连接焊机和铝箔、铝复镍软连接焊机两种,是生产新能源汽车动力电池软连接和电力软连接的专业设备。高分子扩散焊优点是无需焊料,无痕焊接,焊接工件外观平整光滑。产品广泛...
了解详情
真空扩散焊接是一种特种焊接工艺,一般在真空扩散焊接电炉中进行,主要依靠焊接表面发生围观塑性流变后,达到紧密接触,使原子相互大量扩散而实现焊接。其流程方法简单说就是:在一定真空度条件下,将两个平整光洁的待焊接表面加热到一定的温度,在不加任何焊料或中间金属的情况下,在温度和压力的同时作用下,发生微观塑性...
了解详情
新能源铜排、新能源电池软连接、新能源汽车电池之间如何连接?采用优质铜排将叠片部分压在一起,两端或者打孔部分采用高分子扩散焊,通过大电流加热压焊成型。中间套热缩管保护,大尺寸异形产品,中间采用浸塑工艺。这里需要注意的是动力电池的软连接,不建议镀锡,也不建议整体电镀,这么为什么呢?因为当整体电镀的时候,...
了解详情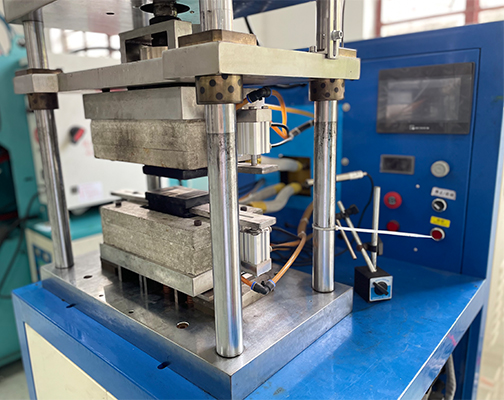
扩散焊(DFW) 是将紧密接触的焊件置于真空或保护气氛中, 并在一定温度和压力下保持一段时间, 使接触界面之间的原子相互扩散而实现可靠连接的一种固相焊接方法。扩散焊接又称扩散连接,可以将2个或者是2个以上的固相材料充分紧压在一起,这样将其在真空以及保护气体中进行加热处理,让其保持在母材熔点以下温度。对...
了解详情
扩散焊接技术已经应用到了直升机的钛合金旋翼、飞机的大梁以及发动机机匣与整体的涡轮等方面。焊接技术是航空航天领域的重要连接术,它在促进航空航天制造技术的发展、实现飞行器的减重、高效中发挥越来越重要的作用;在很大程度上提升了焊接的质量,并且提高飞机工件生产的效率,有效降低了成本,充分实现了高效生产。我们相信随着焊接技术的不断进步,我国航空航天工业水平也将会得到明显的提升。...
了解详情

在线客服
![新闻中心-[宽焊自动焊接设备]](/style/images/long.png)
 客服1
客服1 